产品中心

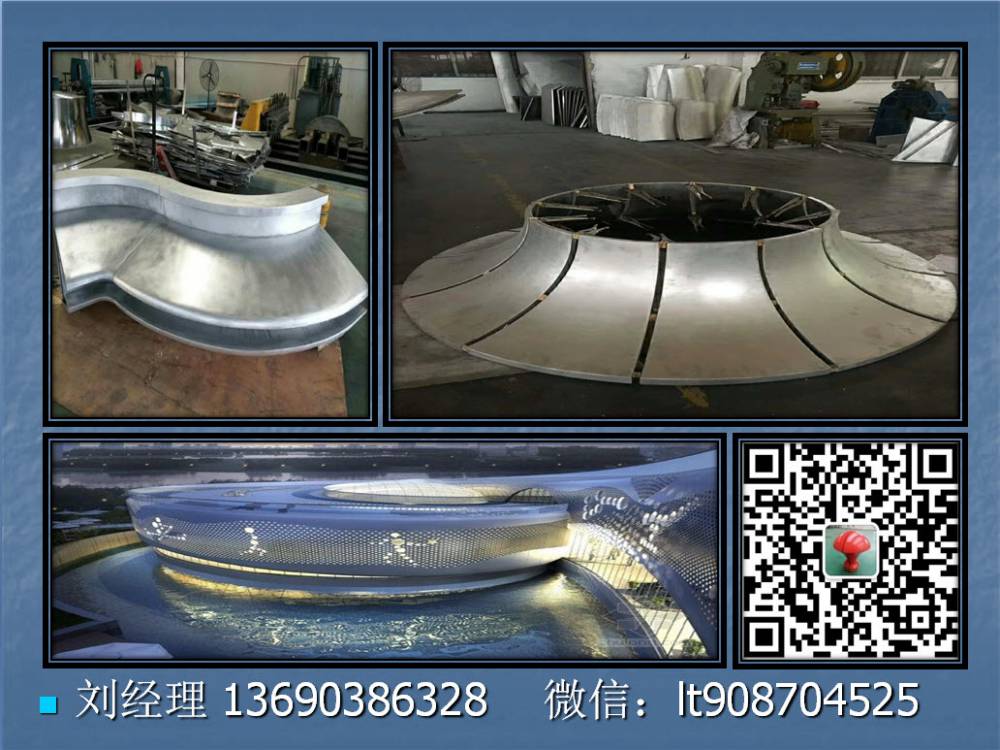
双曲铝单板为何死难做?
- 更新时间:2023-02-09
-
联系方式
刘涛 先生(经理)
- 举报
 收藏该店铺
收藏该店铺
 收藏该店铺
收藏该店铺 已收藏
已收藏双曲铝单板的钣金变形区和非变形区是相对的,非变形区并非一点也不变形,即然有变形,多少要产生与变形区相反的回弹。在对V形件(r/t<0.2~0.3)进行校正弯曲时,由于对非变形区的直边部分有校直作用,所以弯曲后直边区的回弹和圆角区回弹方向是相反的。终了零件表现得的回弹是二者的叠加,则角度回弹量Δα可能为正、零或负值。当直边的回弹大于圆角的回弹,此时就会出现负回弹,弯曲件的角度反而小于弯曲凸模的角度。








减少回弹的措施一是在易产生回弹部位设置加强筋;二是设计的弯曲件r/t在1-2范围内,避免变形程度过小;采用校正弯曲代替自由弯曲。 对冷作硬化的材料须先退火,使其屈服点降低。对回弹较大的材料,必要时可采用加热弯曲。弯曲相对弯曲半径很大的弯曲件时,由于变形程度很小,变形区横截面大部分或全部处于弹性变形状态,回弹很大,甚至根本无法成形,这时可采用拉弯工艺。对于厚度在0.8mm以上的软材料,相对弯曲半径又不大时,可使凸模的作用力集中在变形区,以改变应力状态达到减小回弹的目的,但易产生压痕。也可采用凸模角减小2°~5°的方法来减小接触面积,减小回弹使压痕减轻。还可将凹模角度减小2°,以此减小回弹,又能减小弯曲件纵向翘曲度。

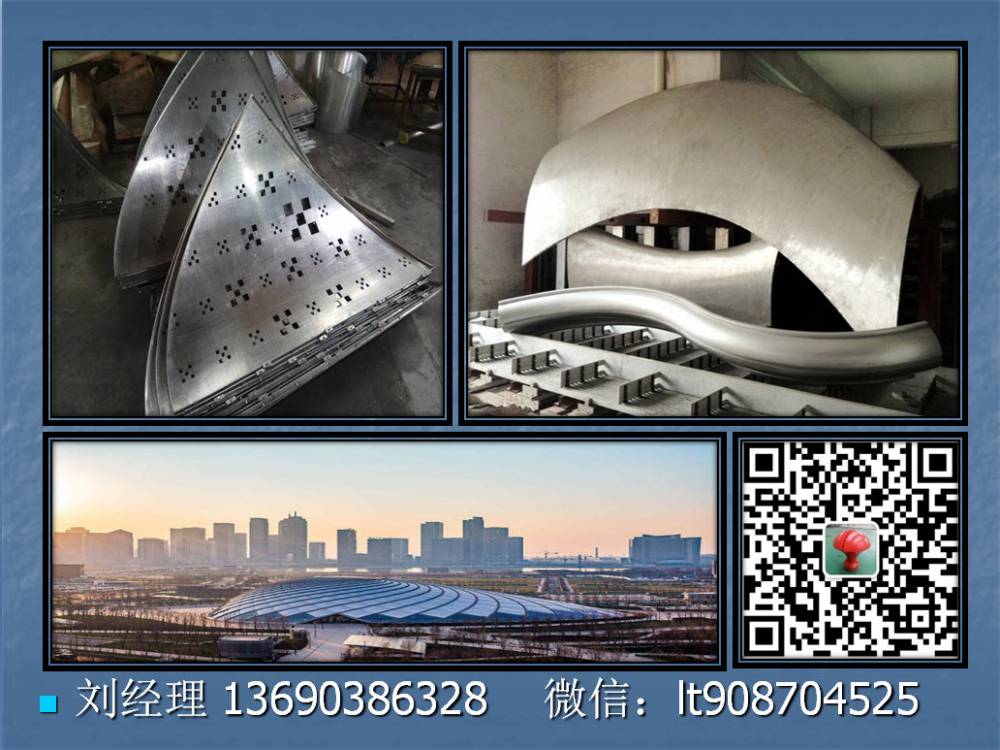


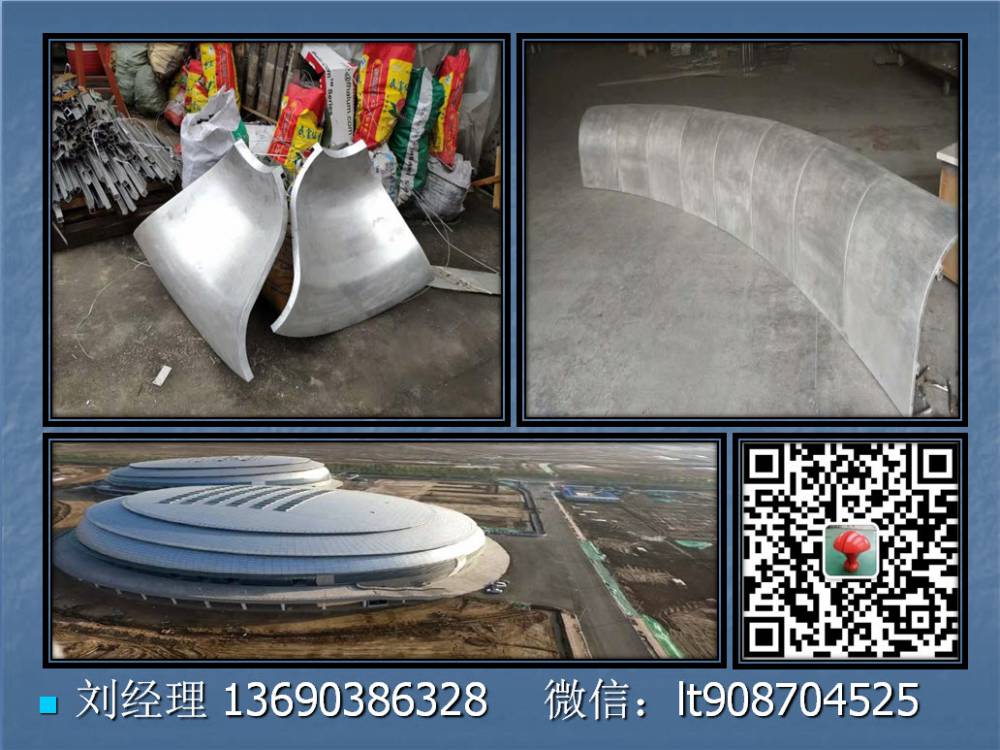


拉弯特点是在弯曲之前先使坯料承受的拉伸应力,其数值使坯料截面内的应力稍大于材料的屈服强度。随后在拉力作用的同时进行弯曲。上图所示为工件在拉弯曲中沿截面高度的应变分布。拉弯卸载时坯料内、外区弹复方向一致,故大大减小工件的回弹。所以拉弯主要用于长度和曲率半径都比较大的零件。一般小型弯曲件可采用在毛坯直边部分加压边力限制非变形区材料的流动以增加变形区的拉应变。对于较硬材料(如45、50、Q275和H 62(硬)等),可根据回弹值对模具工作部分的形状和尺寸进行修正。对于软材料(如Q215、Q235、10、20和H62(软)等),其回弹角小于5°时,可在模具上作出补偿角并取较小的凸、凹模间隙。

