产品中心

双曲铝单板拉形价格
- 更新时间:2023-02-06
-
联系方式
刘涛 先生(经理)
- 举报
 收藏该店铺
收藏该店铺
 收藏该店铺
收藏该店铺 已收藏
已收藏 详细信息
双曲铝单板铝蒙皮的拉形过程一般分为预拉、包覆拉伸和补拉等步骤,每个步骤中需要设计不同的延伸率、包覆角以及加载模式等参数。对于模具型面相对比较简单的双曲蒙皮,加载模式对成形结果影响不大,补拉终止时的包覆角以贴模为准,故取值固定,变化不大。因此,只考虑以下因素的影响:预拉延伸率、包覆拉伸的延伸率、包覆终止时的包覆角、补拉的延伸率。由于延伸率值为各阶段拉伸长度之和,为了减小延伸率之间的相互影响,正交试验的延伸率参数设定为各阶段延伸率的增量。

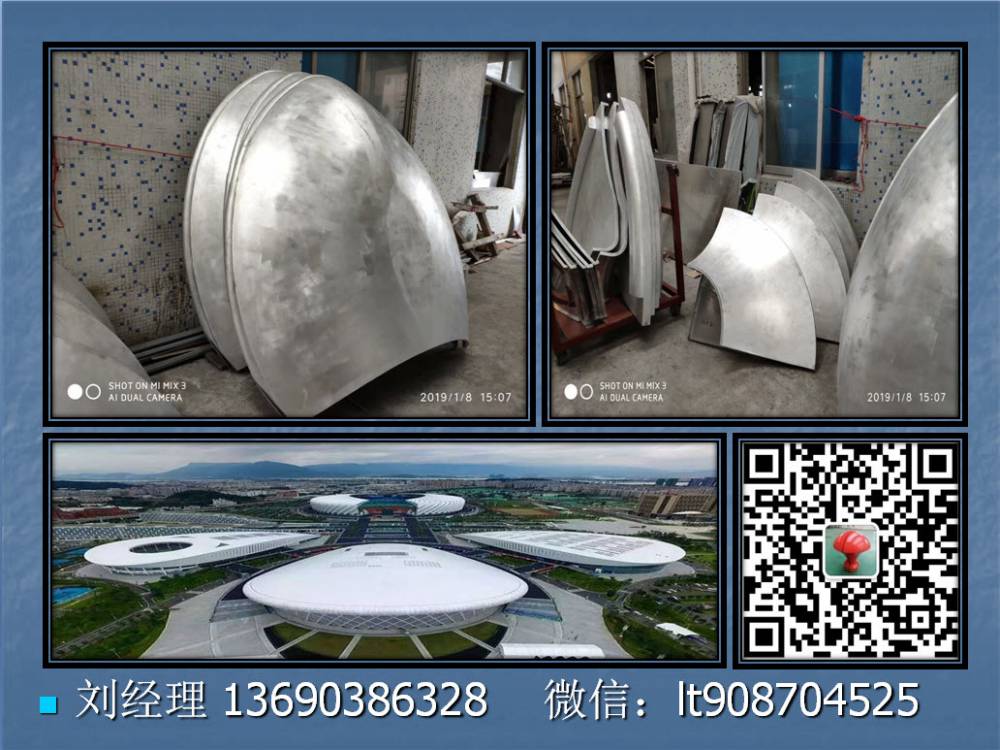
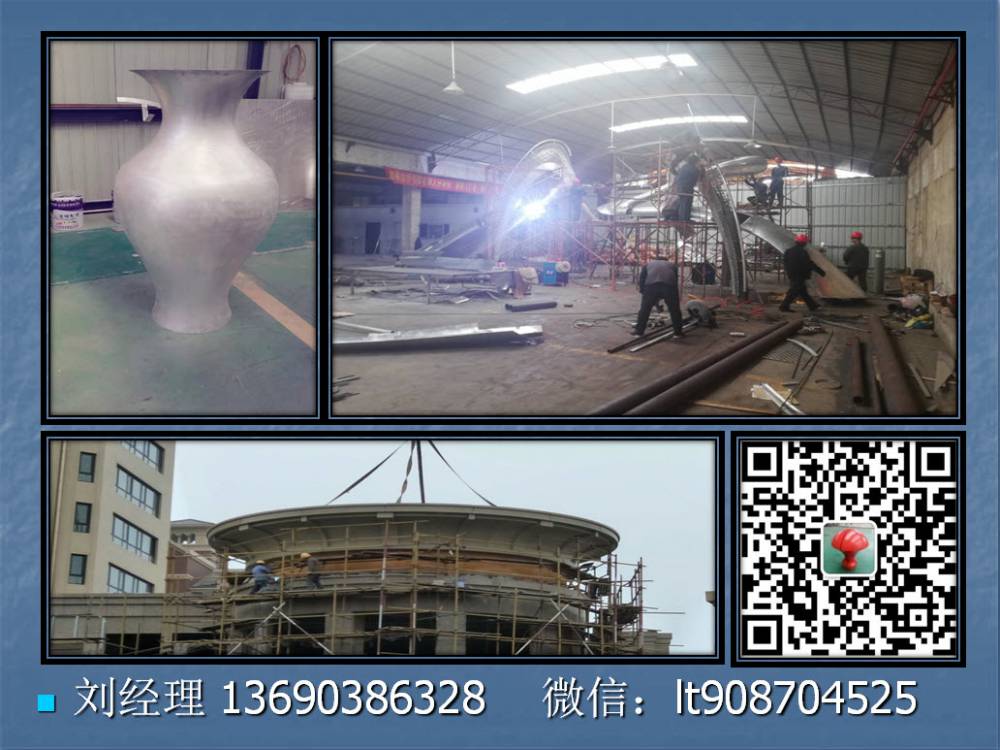




双曲铝单板厂家使用ASSFCAE FET500软件进行建模、工艺设计和有限元前置处理,采用大型商用非线性有限元软件ABAQUS进行成形过程模拟分析。从模拟结果看,要达到毛料面内变形分布均匀,变形过程平稳,应力和应变都在材料的成形能力内。从应力应变分布图看,包覆角位置较好的是选择与模具总体相切,过大反而会增大回弹量。因此,补拉前的包覆角位置是某些双曲蒙皮零件的关键参数。








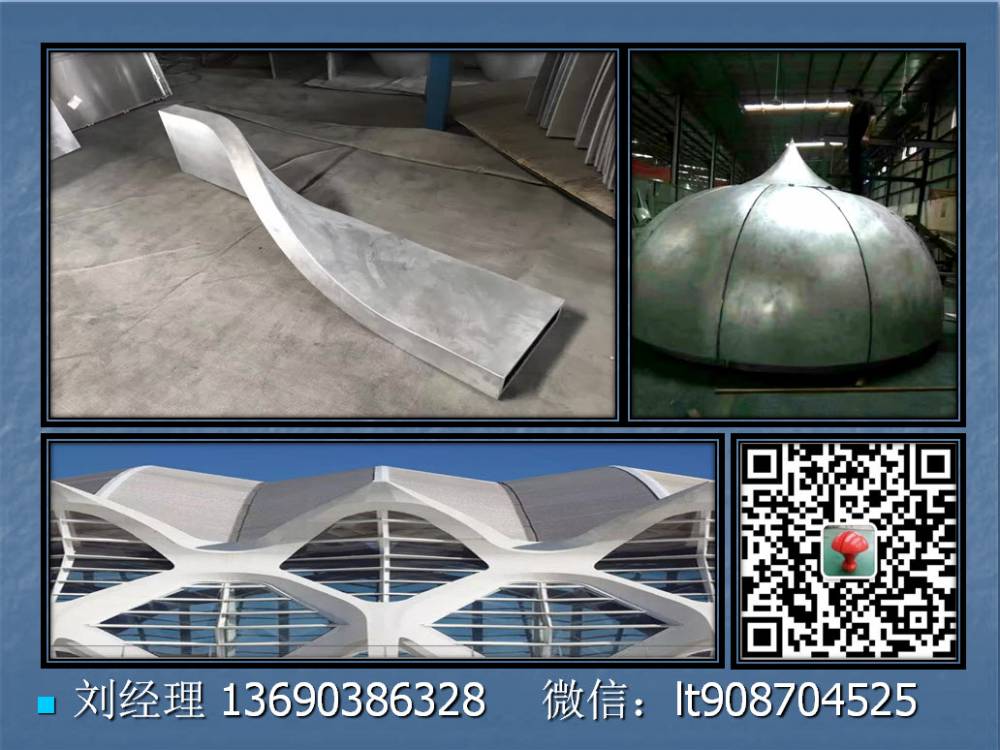
从有限元模拟结果可以看出,对于双曲蒙皮,包覆成形是适合的工艺方案,选择适合的包覆角开始拉伸成形是关键的工艺参数。包覆过多才开始拉伸成形,会使得与模具接触部分材料变形较小,包覆过小就开始拉伸成形会导致回弹后贴模度不好。当包覆角已经过大时,补拉量不能太大,否则可能导致悬空段断裂。从模拟中发现,这个成形规律和实际生产经验比较吻合。实现蒙皮零件CAD/CAE/CAM的数字化制造,双曲铝单板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把双曲铝板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。

